
The manufacturing industry has undergone numerous transformations over the years, from the first industrial revolution powered by steam and water to the second revolution driven by electricity and assembly lines. The third industrial revolution, also known as the digital revolution, saw the emergence of computers and automation. Now, we are in the midst of the fourth industrial revolution, also known as Industry 4.0, which is all about connectivity, automation, and data exchange. In this blog, we will explore the concept of Industry 4.0 and smart manufacturing, and how they are revolutionizing the future of manufacturing.
What is Industry 4.0?
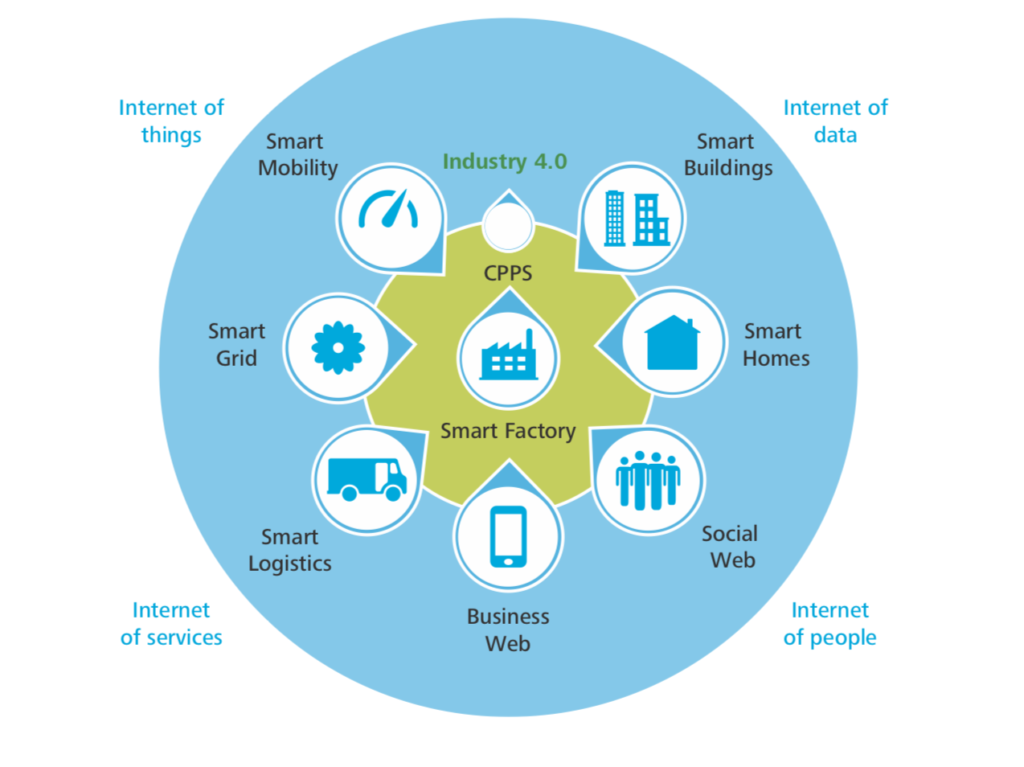
Industry 4.0 is a term used to describe the fourth industrial revolution, which is characterized by the integration of advanced technologies such as artificial intelligence, the Internet of Things (IoT), robotics, big data, cloud computing, and more. These technologies are used to create smart factories that are more efficient, productive, and flexible.
The goal of Industry 4.0 is to create a manufacturing environment that is connected, intelligent, and adaptable. This means that machines, sensors, and systems are all connected to each other, creating a seamless flow of information throughout the production process. This information can then be analyzed in real-time, allowing manufacturers to make data-driven decisions that optimize production and reduce downtime.
What is Smart Manufacturing?
Smart manufacturing is the application of Industry 4.0 technologies to create a manufacturing environment that is more efficient, effective, and flexible. Smart manufacturing uses advanced technologies such as IoT, artificial intelligence, and machine learning to automate processes, collect data, and optimize production.
One of the key benefits of smart manufacturing is that it enables manufacturers to create a more customer-centric approach to production. By collecting data on customer preferences and feedback, manufacturers can customize products to meet specific customer needs, while also reducing waste and improving quality.
Smart manufacturing also allows for real-time monitoring of production processes, which can help identify issues and bottlenecks before they become major problems. This allows manufacturers to quickly respond to changing conditions and adjust production accordingly.
Benefits of Industry 4.0 and Smart Manufacturing

Industry 4.0 and smart manufacturing offer numerous benefits for manufacturers, including:
- Increased efficiency: By automating processes and optimizing production, manufacturers can increase efficiency and reduce waste.
- Improved quality: Smart manufacturing allows for real-time monitoring and analysis of production processes, which can improve quality and reduce defects.
- Cost savings: By optimizing production and reducing waste, manufacturers can save money on materials and labor.
- Greater flexibility: Smart manufacturing allows for greater flexibility in production, which can help manufacturers respond quickly to changing customer demands and market conditions.
- Improved customer satisfaction: By collecting data on customer preferences and feedback, manufacturers can create customized products that better meet customer needs.
Challenges
Implementing Industry 4.0 and smart manufacturing is not without its challenges. One of the main obstacles is the need for a skilled workforce that is capable of working with advanced technologies such as robotics, artificial intelligence, and data analytics. Manufacturers will need to invest in training programs to ensure that their employees are equipped with the skills they need to work in the smart factories of the future.
Another challenge is the need for secure and reliable networks to connect all the machines, sensors, and systems in a smart factory. Cybersecurity is a critical concern, as connected factories are vulnerable to cyber attacks that can disrupt production and cause damage to equipment.
Despite these challenges, the benefits of Industry 4.0 and smart manufacturing are too great to ignore. Manufacturers who embrace these technologies and adapt to the changing landscape of the industry will be better positioned to succeed in the future.
In addition to improving efficiency, reducing costs, and increasing customer satisfaction, Industry 4.0 and smart manufacturing also have the potential to reduce the environmental impact of manufacturing. By optimizing production and reducing waste, manufacturers can reduce their carbon footprint and contribute to a more sustainable future.
Examples of Industry 4.0 and Smart Manufacturing in Action
Industry 4.0 and smart manufacturing are already being implemented by many leading manufacturers. Here are some examples of how these technologies are being used in real-world applications:
- Predictive maintenance: By using IoT sensors and machine learning algorithms, manufacturers can predict when equipment is likely to fail and perform maintenance proactively, reducing downtime and improving productivity.
- Augmented reality (AR): AR can be used to help workers visualize complex assembly processes, reducing errors and improving efficiency.
- Collaborative robots: Also known as cobots, these robots can work alongside human workers, helping to automate repetitive tasks and improve efficiency.
- Digital twins: Digital twins are virtual representations of physical assets, and can be used to optimize production and improve efficiency.
- Blockchain: Blockchain technology can be used to create secure, transparent supply chains, reducing the risk of counterfeiting, and improving.
Conclusion
Industry 4.0 and smart manufacturing are revolutionizing the future of manufacturing by creating connected, intelligent, and adaptable factories. By integrating advanced technologies such as artificial intelligence, IoT, robotics, and big data, manufacturers can increase efficiency, improve quality, reduce costs, and create a more customer-centric approach to production.
The benefits of Industry 4.0 and smart manufacturing are already being realized by many leading manufacturers, who are using these technologies to optimize production, reduce downtime, and improve customer satisfaction. With the continued development and integration of these technologies, we can expect to see even greater benefits in the future, as the manufacturing industry continues to evolve and transform.
References
- Brynjolfsson, E., & McAfee, A. (2014). The second machine age: Work, progress, and prosperity in a time of brilliant technologies. W.W. Norton & Company.
- Choi, Y., & Kim, Y. (2019). Industry 4.0 and smart factory: A review of the concept and research directions. International Journal of Precision Engineering and Manufacturing-Green Technology, 6(1), 419-431.
- Hermann, M., Pentek, T., & Otto, B. (2016). Design principles for Industrie 4.0 scenarios: A literature review. Journal of industrial information integration, 6, 1-15.
- Lee, J., Bagheri, B., & Kao, H. A. (2015). A cyber-physical systems architecture for industry 4.0-based manufacturing systems. Manufacturing letters, 3, 18-23.
- Porter, M. E., & Heppelmann, J. E. (2014). How smart, connected products are transforming companies. Harvard Business Review, 92(11), 96-114.
- Schumacher, A., Erol, S., Sihn, W., & Böhmann, T. (2016). A maturity model for assessing Industry 4.0 readiness and maturity of manufacturing enterprises. Procedia CIRP, 52, 161-166.